Лабораторная работа №2
Маринина А.В. группа ДВМ-46В – 2008 на http://tms.ystu.ru
Размерный анализ ТП и расчёт технологических размеров на базе программы построения и решения технологических размерных цепей KON7
1 Цель работы – ознакомление с моделированием размерной точности технологического процесса и программой автоматического построения и решения технологических размерных цепей KON7, приобретение навыков расчета таких технологических размеров, при выполнении которых достигается заданная точность конструкторских размеров.
2 Исходные данные – технологический процесс (ТП) механической обработки гнезда заднего подшипника промежуточного вала, который является материалом курсового проекта по технологии машиностроения. Чертеж детали показан на рисунке 1. Операционные эскизы c заводскими размерами – на рисунке 2, размерная схема изображена на рисунке 3. На размерной схеме оставлены заводские размеры заготовки, т.к. на заводе не может быть обеспечен жёсткий допуск, назначаемый программой, поэтому мы берём заводской допуск на заготовку, который в значительной мере больше и, следовательно, экономически более выгодный. Построенный по этой схеме граф размерных изменений заготовки также показан на рисунке 3. Ребрами графа будут технологические размеры, припуски и конструкторские размеры.

Рисунок 1 – Чертёж детали «гнездо» в AutoCAD
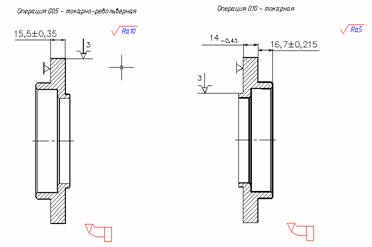
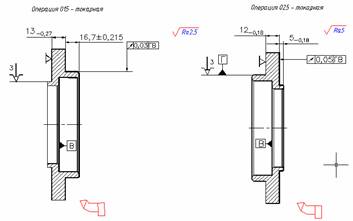
Рисунок 2 – Операционные эскизы
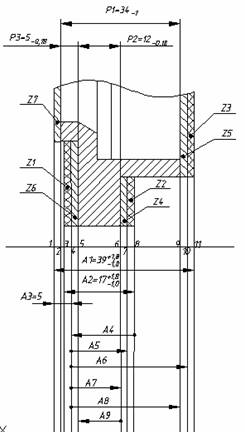

Рисунок 3 – Размерная схема и граф размерных изменений заготовки
3 Методика работы
3.1 Запускаем программу KON7, выбираем «Создать новый вариант». Окно программы показано на рисунке 4.
Рисунок 4 – Окно программы KON7
3.2 В появившемся диалоговом окне, последовательно вводим необходимые исходные данные. Заполняем вкладку «Общие данные». Заполненное содержание вкладки показано на рисунке 5.
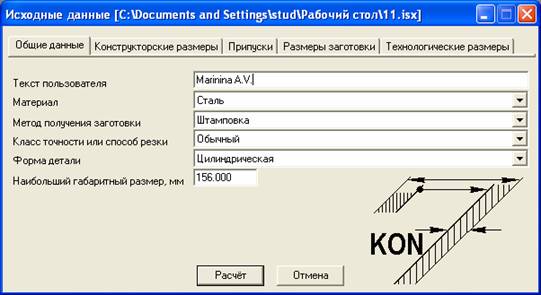
Рисунок 5 – Вкладка «Общие данные»
3.3 Далее выбираем вкладку «Конструкторские размеры». Добавление новых данных, на всех вкладках, осуществляется путём нажатия правой кнопки мыши и выбором пункта «Добавить». В появившемся окне указываем конструкторские размеры, соответствующие исходной размерной схеме. Вкладка и диалоговое окно показаны на рисунке 6.
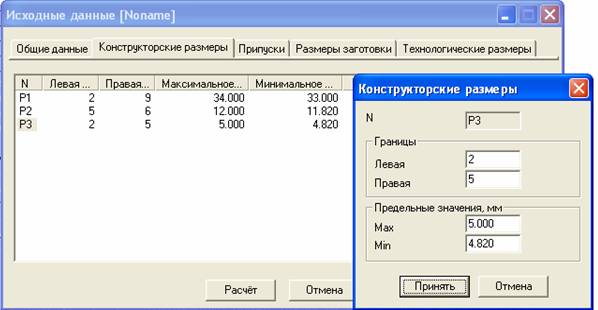
Рисунок 6 – Вкладка «Конструкторские размеры»
3.4 Во вкладке «Припуски» указываем границы припуска. Новая – номер поверхности после обработки, старая – номер поверхности до обработки (рисунок 7).

Рисунок 7 – Вкладка «Припуски»
3.5 Далее заходим во вкладку «Размеры заготовки». Указываем границы размеров, систему простановки допуска. Выбрав пункт «Величина» > «Пользовательский» можно указать отклонение размера, если оно заранее известно, если нет, то выбираю «Стандартный». Также на этой вкладке указываем габариты поверхности. Вкладка показана на рисунке 8.
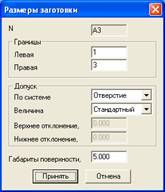
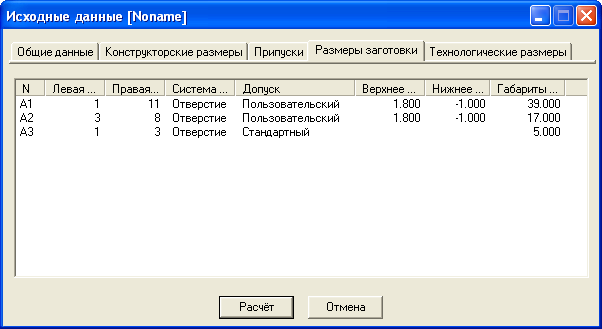
Рисунок 8 – Вкладка «Размеры заготовки»
3.6 Затем выбираем вкладку «Технологические размеры», где указываем границы механообработки, т.е. ставим номер поверхности, соответствующий этой обработке, и номер базы, от которой она ведётся. Также указываю метод обработки, по какой системе назначен допуск и габариты поверхности. Данная вкладка изображена на рисунке 9.


Рисунок 9 – Вкладка «Технологические размеры»
3.7 После ввода в программу KON7 по размерной схеме всех исходных данных нажимаем кнопку «Расчёт». Полученные данные представлены ниже. Система автоматически построила уравнения размерных цепей и определила порядок их решения.
Результаты расчета технологических размерных цепей
Кафедра ТМС ЯГТУ, (C) Калачев О.Н., 2000 **** KON7 ****
З а к а з ч и к Marinina A.V.
Таблица 1
Распечатка введенных исходных данных (проверьте правильность ввода!)
Сведения о заготовке:
Материал.................. сталь
Способ получения.......... Штамповка обычн.точности
Класс (степень) точности.. ---
Габаритный размер......... 156.000
---------------------------------------------------------------------------------------------
Замыкающие звенья | Составляющие звенья |Габа| Отклонения
P-черт.размер. Z-припуск | |риты| допуска
--------------------------------------------------------------------------|обра| пользователя
Зве-| Гра- | Предел.значения |Зве-| Гра- | Метод обработки |Сист|бот.|
но | ницы |-----------------| но | ницы | |допу|пове|-------------
| | max | min | | O--> | |ска |рхн.|Веpх. |Нижнее
---------------------------------------------------------------------------------------------
P1 | 2 9| 34.000| 33.000|A1 | 1 11|Штамповка обычн.точности |отв | 39| 1.800|-1.000
P2 | 5 6| 12.000| 11.820|A2 | 3 8|Штамповка обычн.точности |отв | 17| 1.800|-1.000
P3 | 2 5| 5.000| 4.820|A3 | 1 3|Штамповка обычн.точности |отв | 5| 0.000| 0.000
Z1 | 4 3| 0.000| 0.000|A4 | 8 4|Точение черновое |отв | 16| 0.000| 0.000
Z2 | 7 8| 0.000| 0.000|A5 | 4 7|Точение черновое |отв | 14| 0.000| 0.000
Z3 | 10 11| 0.000| 0.000|A6 | 4 10|Точение черновое |отв | 31| 0.000| 0.000
Z4 | 6 7| 0.000| 0.000|A7 | 4 6|Точение чистовое |отв | 13| 0.000| 0.000
Z5 | 9 10| 0.000| 0.000|A8 | 4 9|Точение чистовое |отв | 30| 0.000| 0.000
Z6 | 5 4| 0.000| 0.000|A9 | 6 5|Точение чистовое |отв | 12| 0.000| 0.000
Z7 | 2 1| 0.000| 0.000|A10 | 6 2|Точение чистовое |отв | 17| 0.000| 0.000
---------------------------------------------------------------------------------------------
Блок 1
Блок 2
Блок 3
Таблица 2
Результаты расчета - уравнения размерных цепей
-------------------------------------------------------------------------------------
Номер | Неизв.| Уравнения в символьной форме
решения| звено |
-------------------------------------------------------------------------------------
1 | A9 | P2=+A9
2 | A10 | P3=-A9+A10
3 | A7 | Z6=-A9+A7
4 | A8 | P1=-A7+A8+A10
5 | A5 | Z4=-A7+A5
6 | A4 | Z2=-A5+A4
7 | A6 | Z5=-A8+A6
8 | A2 | Z1=-A4+A2
9 | A3 | Z7=-A4-A10+A2+A3+A7
10 | A1 | Z3=-A2-A3-A6+A1+A4
-------------------------------------------------------------------------------------
Блок 4
** Информация о ходе расчёта технологических размеров при решении разм. цепей **
Program KON7 О.Н.Калачев-2000
Решается разм. цепь 1 типа "P" с неизв. звеном A9 , код метода получения= 74
с о с т а в ц е п и :
увелич. звено A9 : max= 0.000 min= 0.000
замык. звено - констр. размер P2 : max= 12.000 min= 11.820
результаты расчёта звена A9 : max= 12.000 min= 11.820
следовательно, расч. допуск= 0.180
технолог. допуск заданного метода получения звена, предлагаемый
системой= 0.084 : верхн. откл.= 0.084 нижн. откл.= 0.000
принимаем расчётный размер звена A9 с учётом технолог. допуска:
номинал= 11.820 max= 11.904 min= 11.820
Решается разм. цепь 2 типа "P" с неизв. звеном A10 , код метода получения= 74
с о с т а в ц е п и :
уменьш. звено A9 : max= 11.904 min= 11.820
увелич. звено A10 : max= 0.000 min= 0.000
замык. звено - констр. размер P3 : max= 5.000 min= 4.820
результаты расчёта звена A10 : max= 16.820 min= 16.724
следовательно, расч. допуск= 0.096
технолог. допуск заданного метода получения звена, предлагаемый
системой= 0.084 : верхн. откл.= 0.084 нижн. откл.= 0.000
принимаем расчётный размер звена A10 с учётом технолог. допуска:
номинал= 16.724 max= 16.808 min= 16.724
Решается разм. цепь 3 типа "Z" с неизв. звеном A7 , код метода получения= 74
припуск ZMIN, рассчитанный системой= 0.100
с о с т а в ц е п и :
уменьш. звено A9 : max= 11.904 min= 11.820
увелич. звено A7 : max= 0.000 min= 0.000
технолог. допуск заданного метода получения звена, предлагаемый
системой= 0.084 : верхн. откл.= 0.084 нижн. откл.= 0.000
расчётный размер звена A7 :
номинал= 12.004 max= 12.088 min= 12.004
Решается разм. цепь 4 типа "P" с неизв. звеном A8 , код метода получения= 74
с о с т а в ц е п и :
уменьш. звено A7 : max= 12.088 min= 12.004
увелич. звено A8 : max= 0.000 min= 0.000
увелич. звено A10 : max= 16.808 min= 16.724
замык. звено - констр. размер P1 : max= 34.000 min= 33.000
результаты расчёта звена A8 : max= 29.196 min= 28.364
следовательно, расч. допуск= 0.832
технолог. допуск заданного метода получения звена, предлагаемый
системой= 0.084 : верхн. откл.= 0.084 нижн. откл.= 0.000
принимаем расчётный размер звена A8 с учётом технолог. допуска:
номинал= 28.364 max= 28.448 min= 28.364
Решается разм. цепь 5 типа "Z" с неизв. звеном A5 , код метода получения= 72
припуск ZMIN, рассчитанный системой= 0.170
с о с т а в ц е п и :
уменьш. звено A7 : max= 12.088 min= 12.004
увелич. звено A5 : max= 0.000 min= 0.000
технолог. допуск заданного метода получения звена, предлагаемый
системой= 0.280 : верхн. откл.= 0.280 нижн. откл.= 0.000
расчётный размер звена A5 :
номинал= 12.258 max= 12.538 min= 12.258
Решается разм. цепь 6 типа "Z" с неизв. звеном A4 , код метода получения= 72
припуск ZMIN, рассчитанный системой= 0.170
с о с т а в ц е п и :
уменьш. звено A5 : max= 12.538 min= 12.258
увелич. звено A4 : max= 0.000 min= 0.000
технолог. допуск заданного метода получения звена, предлагаемый
системой= 0.280 : верхн. откл.= 0.280 нижн. откл.= 0.000
расчётный размер звена A4 :
номинал= 12.708 max= 12.988 min= 12.708
Решается разм. цепь 7 типа "Z" с неизв. звеном A6 , код метода получения= 72
припуск ZMIN, рассчитанный системой= 0.230
с о с т а в ц е п и :
уменьш. звено A8 : max= 28.448 min= 28.364
увелич. звено A6 : max= 0.000 min= 0.000
технолог. допуск заданного метода получения звена, предлагаемый
системой= 0.280 : верхн. откл.= 0.280 нижн. откл.= 0.000
расчётный размер звена A6 :
номинал= 28.678 max= 28.958 min= 28.678
Решается разм. цепь 8 типа "Z" с неизв. звеном A2 , код метода получения= 21
припуск ZMIN, рассчитанный системой= 0.430
с о с т а в ц е п и :
уменьш. звено A4 : max= 12.988 min= 12.708
увелич. звено A2 : max= 0.000 min= 0.000
технолог. допуск заданного метода получения звена, предлагаемый
системой= 2.000 : верхн. откл.= 1.200 нижн. откл.=-0.800
технологич. допуск, заданный пользователем= 2.800
верх. откл.= 1.800 нижн. откл.= -1.000
расчётный размер звена A2 :
номинал= 14.418 max= 16.218 min= 13.418
Решается разм. цепь 9 типа "Z" с неизв. звеном A3 , код метода получения= 21
припуск ZMIN, рассчитанный системой= 0.630
с о с т а в ц е п и :
уменьш. звено A4 : max= 12.988 min= 12.708
уменьш. звено A10 : max= 16.808 min= 16.724
увелич. звено A2 : max= 16.218 min= 13.418
увелич. звено A3 : max= 0.000 min= 0.000
увелич. звено A7 : max= 12.088 min= 12.004
технолог. допуск заданного метода получения звена, предлагаемый
системой= 2.000 : верхн. откл.= 1.200 нижн. откл.=-0.800
расчётный размер звена A3 :
номинал= 5.804 max= 7.004 min= 5.004
Решается разм. цепь 10 типа "Z" с неизв. звеном A1 , код метода получения= 21
припуск ZMIN, рассчитанный системой= 0.930
с о с т а в ц е п и :
уменьш. звено A2 : max= 16.218 min= 13.418
уменьш. звено A3 : max= 7.004 min= 5.004
уменьш. звено A6 : max= 28.958 min= 28.678
увелич. звено A1 : max= 0.000 min= 0.000
увелич. звено A4 : max= 12.988 min= 12.708
технолог. допуск заданного метода получения звена, предлагаемый
системой= 2.000 : верхн. откл.= 1.200 нижн. откл.=-0.800
технологич. допуск, заданный пользователем= 2.800
верх. откл.= 1.800 нижн. откл.= -1.000
расчётный размер звена A1 :
номинал= 41.402 max= 43.202 min= 40.402
Таблица 3
Результаты расчета технологических РЦ ЯГТУ, С Калачев О.Н., 2000 ** KON7 **
------------------------------------------------------------------------------------------------
Замыкающие звенья | Составляющие звенья
P-черт.размер, Z-припуск |
------------------------------------------------------------------------------------kon7--------
Ин- | Гра- | Предел.значения | Ин- | Гра- | | | Отклонения
декс | ницы |-----------------|декс | ницы | Метод обработки |Номинал |---------------
звена| звена | max | min |звена| звена | | |Верхнее|Нижнее
------------------------------------------------------------------------------------------------
P1 | 2 9| 34.000| 33.000| A1 | 11 1|Штамповка обычн.точности | 41.402| 1.800| -1.000
P2 | 5 6| 12.000| 11.820| A2 | 3 8|Штамповка обычн.точности | 14.418| 1.800| -1.000
P3 | 2 5| 5.000| 4.820| A3 | 1 3|Штамповка обычн.точности | 5.804| 1.200| -0.800
Z1 | 4 3| ---- | 0.430| A4 | 8 4|Точение черновое | 12.708| 0.280| 0.000
Z2 | 7 8| ---- | 0.170| A5 | 7 4|Точение черновое | 12.258| 0.280| 0.000
Z3 | 10 11| ---- | 0.930| A6 | 10 4|Точение черновое | 28.678| 0.280| 0.000
Z4 | 6 7| ---- | 0.170| A7 | 4 6|Точение чистовое | 12.004| 0.084| 0.000
Z5 | 9 10| ---- | 0.230| A8 | 4 9|Точение чистовое | 28.364| 0.084| 0.000
Z6 | 5 4| ---- | 0.100| A9 | 6 5|Точение чистовое | 11.820| 0.084| 0.000
Z7 | 2 1| ---- | 0.630| A10 | 6 2|Точение чистовое | 16.724| 0.084| 0.000
------------------------------------------------------------------------------------------------
Конец заказа Marinina A.V. *** KON7 *** 2000
Конец задания......KON7 2000
4 Обсуждение результатов
Навыки расчета межоперационных размеров с использованием программы KON7 могут быть использованы в курсовом проектировании, выпускной квалификационной работе бакалавра и в дипломном проектировании при составлении маршрутных и операционных карт. Пример операционный карты для токарной операции, где выдерживается размер А4, показан на рисунке 10.

Рисунок 10 – Операционная карта
В результате использования программы KON7 нами назначены такие технологические размеры, при которых обеспечивается заданная точность всех конструкторских размеров в одном из координатных направлений.
Выводы
Получили навыки расчета межоперационных припусков и технологических размеров путем моделирования размерной структуры ТП на базе программы построения и решения технологических размерных цепей KON7.
Замечания преподавателя.
1). Нет ссылок на использованную литературу.
2). На операционных эскизах указаны технологические размеры с допуском, без обозначений «А» с индексом. Вероятно, они взяты из заводского ТП. Стало быть, расчет носит проверочный характер. В этом случае целесообразно сравнить полученные расчетные значения и заводские.
3). Использована самая старая версия программы, которая не вполне корректно выполняет подбор допуска и не выводит максим. припуск.