Технологическое оснащение и станочные приспособления
Средства технологического оснащения - это совокупность орудий
производства, необходимых для осуществления технологического
процесса. Технологический процесс оснащается с целью обеспечения
требуемой точности обрабатываемых деталей и повышения
производительности труда.
Под оптимальной оснащенностью понимается такая оснащенность,
при которой достигается максимальная эффективность производства
изделия при обязательном получении требуемого количества
продукции и заданного качества за установленный промежуток
времени с учетом комплекса условий, связанных с технологическими
и организационными возможностями производственных фондов и
рабочей силы.
Средства технологического оснащения подразделяются на:
- технологическое оборудование;
- средства механизации и автоматизации технологических
процессов (вспомогательных операций и переходов);
- технологическую оснастку.
Технологическое оборудование - это средства технологического
оснащения, в которых для выполнения определенной части
технологического процесса размещаются материалы или заготовки,
средства воздействия на них, а также технологическая оснастка.
Технологическое оборудование выбирается в зависимости от
конструкции детали и требованиями по обеспечению качества
поверхности. В отдельных случаях технологи разрабатывают
техническое задание на проектирование специальных станков.
Вопросы механизации и автоматизации технологических процессов,
как одного из важнейшего направления для достижения высокой
производительности труда и стабилизации качества продукции,
будут рассмотрены далее.
Технологическая оснастка - это средства технологического
оснащения, дополняющие технологическое оборудование для
выполнения определенной части технологического процесса и
устанавливаемые на технологическом оборудовании (или применяемые
рабочим) для выполнения данной конкретной операции или группы
операций. К оснастке при получении заготовок относятся: штампы,
литейные формы, модели, прессформы и др. К оснастке при
механической обработке относятся: приспособления, режущий,
вспомогательный и мерительный инструмент.
Приспособление - это технологическая оснастка, предназначенная
для установки или направления предмета труда или инструмента при
выполнении технологической операции. Станочное приспособление
это не имеющее формообразующих средств вспомогательное орудие
производства, предназначенное для установки в нем заготовок о
целью изготовления изделий на механообрабатывающем оборудовании.
Приспособления подразделяются по виду оснащаемых работ на:
фрезерные, сверлильные, токарные, шлифовальные и т.д. 70%
трудозатрат на постановку в производство изделий связано с
проектированием и изготовлением технологической оснастки и
инструмента. Единственный путь успешного внедрения прогрессивней
оснастки это:
1. Переход от разработки отдельных конструкций к
стандартизации целевых комплексов и систем оснастки.
2. Совершенствование и стандартизация методов планирования и
внедрения технологической подготовки и освоения производства
изделий на предприятиях.
З. Организация специализированного серийного производства
стандартной оснастки.
4. Введение оценки качества и уровня оснащения технологии
производства изделий.
В зависимости от правил проектирования и эксплуатации
приспособлений существует шесть систем станочных приспособлений.
1. Универсально-безналадочные приспособления (УБП). Например:
3-х и 4-х кулачковые патроны, поводковый патрон, машинные тиски.
Изготавливаются централизованно. Рекомендуются к применению при
всех типах производства.
2. Универсально-наладочные приспособления (УНП). Например: 3-х
кулачковые патроны со сменными кулачками, машинные тиски со
сменными губками, планшайбы со сменными прихватами, делительные
головки к фрезерным станкам. Изготовляются централизованно или
на заводе-потребителе. Применяются в серийном и массовом типе
производства.
3. Унивесально-сборные приспособления (УСП), собираемые из
комплекта стандартных деталей, изготовляемых централизованно.
Сборка приспособления ведется без чертежа, непосредственно для
данной операции, после чего приспособление разбирается.
Рекомендуется к применению в единичном и мелкосерийном
производстве.
4. Сборно-разборные приспособления /СРП/. Собираются из
комплекта стандартизованных и не стандартизованных деталей самим
рабочим на рабочем месте для каждой операции, после чего -
разбираются. По мере необходимости нестандартные детали
проектируются и изготовляются для новых деталей. Рекомендуются к
применению в серийном типе производства для групп деталей
/унифицированная технология/.
5. Специализированные наладочные приспособления /СШ/. Их также
называют групповыми или быстропереналаживаемыми
приспособлениями. Проектируются на заводе - потребителе для
определенных групп деталей / унифицированная технология/ в
условиях единичного и серийного производства.
6. Не разборные специальные приспособления /НСП/.
Проектируются на заводе - потребителе и применяются только для
одной детале-операции /единичная технология/. Рекомендуются к
применению в массовом и крупносерийном производстве, реже в
средне и мелкосерийном, но при отсутствии возможности
использования приспособлений других систем.
Как видно из представленных систем, вытекает правило при
оснащении технологической оснастки - от минимума затрат для
подготовки производства к вынужденному максимуму.
Способы достижения заданной точности обработки в приспособлениях различных систем.
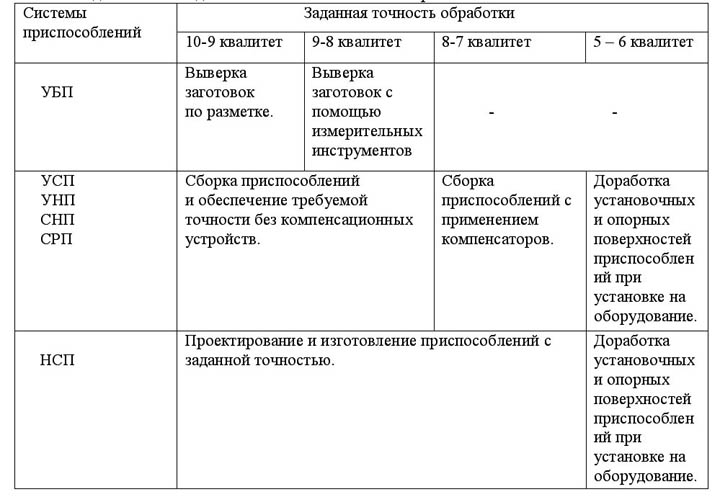
Зоны рентабельности применения станочных приспособлений различных систем.
.jpg)
Необходимо учитывать время на проектирование и изготовление
приспособлений. Это не относится к УБП, т.к. такие
приспособления поставляются вместе с оборудованием и всегда
имеются на рабочем месте.
Приспособления классифицируются: - по количеству одновременно
закрепляемых заготовок (одноместные и многоместные); - по
способу закрепления (ручные, механизированные и
автоматизированные); - по способу закрепления. Способы
механизации закрепления могут быть весьма разнообразные.
Все детали, из которых состоят приспособления, можно
рассматривать как элементы этих приспособлений. По типовому
назначению установлены следующие элементы: установочные,
зажимные, установочно-зажимные, направляющие, делительные
механизмы, корпусные детали, крепеж и прочие детали
вспомогательного назначения.
Установочные элементы служат для установки на них заготовок и
точного их базирования. Иногда в качестве установочных
поверхностей используют непосредственно корпус приспособления.
Однако, поскольку корпус всегда изготовляется сырым, термически
не обрабатывается, это допустимо лишь для специальных упрощенных
приспособлений, проектируемых для изготовления очень малых
партий деталей. Установочные элементы изготовляются из
инструментальных сталей и термически обрабатываются, а затем
шлифуются. Разновидности установочных стандартизованных
элементов: штыри, пальцы, призмы и т.п. Опоры могут быть
жесткими, регулируемыми, самоустанавливающимися.
Зажимные элементы. Их назначение: обеспечить соприкосновение
базовых поверхностей заготовок с установочными поверхностями и
надежно закрепить заготовки, гарантируя невозможность смещения
их при приложенном усилии резания. Зажимные элементы следует
размещать: над опорными точками установочных элементов, не
допуская смещения заготовок во время закрепления, а также
деформации их и создавать усилие зажима в направлении усилия
резания. Зажимные элементы должны размещать в удобных для
рабочего местах, соблюдая правила техники безопасности. Основные
типы зажимных устройств: прижимные болты с пятой, прихваты
рычажного типа и др.
Направляющие служат для направления движения режущего
инструмента, например сверла, или для направления перемещения
элементов приспособления.
Делительные механизмы применяются для более сложных
приспособлений, когда необходимо в одном приспособлении провести
обработку детали на нескольких позициях, без раскрепления
приспособлений. Например - токарные приспособления для нарезания
многоходовых резьб, фрезерные приспособления, иногда сверлильные
приспособления. Делительные приспособления имеют диск с
необходимым для деления количеством отверстий или пазов и
фиксатор, Такое устройство значительно усложняет конструкцию
приспособлений.
Корпуса для сложных и рассчитанных на долгое употребление
приспособлений делаются чугунными или литыми. Для серийного же
производства желательно подбирать фасонные профили или делать их
составными иди сварными с последующим отжигом.
Способы механизации закрепления заготовок.
1.Пневматический. Преимущества: дешевый вид энергии, имеющийся
на заводах; обеспечивает быстроту зажима; прост в управлении.
Недостатки: относительно небольшая сила зажима, большие габариты
устройства при больших усилиях, создает удар при зажиме. Подвод
сжатого воздуха осуществляется с применением арматуры,
обеспечивающей фильтрацию воздуха, подачу распыленной смазки,
возможность наблюдения за давлением в сети и невозможность
падения давления в системе.
2. Гидравлический. Гидравлический привод представляет собой
насосную станцию со своим электродвигателем, масляным
резервуаром и аппаратурой. Преимущества: компактность,
значительно более высокие усилия зажима, плавность хода.
Недостатки: сложнее конструкция, дороже ремонт, сложнее
устранять протечки в гидросистемах.
3. Пневмогидропривод. Это устройства позволяющее преобразовать
пневматическое давление в гидравлическое. Применение
пневмогидравлического привода позволяет при тех же габаритах
увеличивать усилие на штоке, причем усилие зажима получается
плавным. Такие усилители давления позволяют осуществлять
надежный и плавный зажим, иногда с применением последовательного
действия малого и большого усилий зажима.
4. Магнитный. Электромагнитные приспособления применяются в
виде электромагнитных столов, главным образом при шлифовании.
Имеются разработки по применению магнитных приспособлений при
фрезеровании и на других станках. Естественно, с такими
приспособлениями можно обрабатывать только детали с магнитными
свойствами.
5. Вакуумные. Применяются для зажима легких, плоских заготовок.
6. Приспособления с гидропластом. Гидропласт -
полихлорвиниловая смола с соответствующими наполнителями,
обеспечивающими ее резинообразное состояние. Окраска -
светло-коричневая. Плавится при температуре 120° С. Равномерно,
как жидкость, распределяет гидростатическое давление, оказанное
на массу давление, во все стороны. Объем массы уменьшается на
0,5% на каждые 100 кг/см2 давления. При давлении до 300 кг/см2
не просачивается через зазоры резьбы (0,03 мм). Сохраняет свои
свойства в течение многих лет. Применяется для точного
центрирования.
7. Электроприводные. В последнее время все шире применяются
станочные приспособления с электроприводом. Это стало возможным
ввиду создания конструкций выдерживающих тяжелые условия
эксплуатации на столе механообрабатывающего оборудования.