Технология сборки
Основные понятия.
Технологическим процессом сборки называется совокупность операций по
соединению, координированию, фиксации, закреплению деталей и сборочных
единиц (СЕ) для обеспечения их относительного положения и движения,
необходимого функциональным назначением сборочной единицы (СЕ) и общей
сборки (ОС) прибора. Трудоемкость процессов сборки в общем объеме
производства современных приборов составляет 30-50%. Сборочный процесс
охватывает механическую сборку деталей, сборку электроэлементов и монтаж их
пайкой, наладку и регулировку, а также контрольные проверочные операции.
Сборка - это образование разъемных или неразъемных соединений составных
частей, узлов или других изделий. Узловая сборка - это оборка, объектом
которой является составная часть изделия. Общая сборка - это сборка,
объектом которой является изделие в целом. Комплектующие изделия - это
изделия предприятия-поставщика, применяемые как составная часть изделия
выпускаемого предприятием. Сборочный комплект- это группа составных частей
изделия, которые необходимо подать на рабочее место для сборки изделия или
его составной части.
Устанавливаются следующие виды изделий: детали, сборочные единицы,
комплексы и комплекты.
Деталь - это изделие, изготовленное из однородного по наименованию и
марке материала, без применения сборочных операций. К деталям относятся
также изделия, подвергнутые покрытиям и изготовленные с применением местной
пайки, сварки, склейки и т.п.
Сборочная единица - это изделие, составные части которого подлежат
соединению между собой на предприятии изготовителе (свинчиванием, клепкой,
сваркой и т.д.). Это понятие адекватно понятию "узел", реже "группа", но
может быть и законченным изделием. Следует учесть, что технологическое
понятие "сборочная единица" шире конструкторских терминов, т.к. может быть
разбита на несколько единиц при разработке технологического процесса.
Комплекс; два или более специфицированных изделий, не соединенных на
предприятии-изготовителе сборочными операциями, но предназначенные для
выполнения взаимосвязанных эксплуатационных функций (например, станок с
программным управлением, вычислительная машина и т.п.).
Комплект: два или более изделия, не соединенных на
предприятии-изготовителе сборочными операциями и представляющих набор
изделий, имеющих общее эксплуатационное назначение вспомогательного
характера (комплект запасных частей, инструмента и принадлежностей и т.п.).
Сборочная технологическая операция - это законченная часть
технологического процесса, выполняемая на одном рабочем месте.
Классификация видов соединений.
1. По целостности соединений: разъемное и неразъемное соединение.
2. По подвижности составных частей: подвижное и неподвижное соединение.
3. По форме соприкасаемых поверхностей: плоская, цилиндрическая,
коническая и т.п.
4. По методу образования соединений: резьбовое, шпоночное, штифтовое,
прессовое и т.д.
Классификация видов сборки.
По объекту сборки: узловая и общая.
По последовательности сборки: последовательная, параллельная,
последовательно - параллельная.
По стадиям сборки: предварительная, промежуточная, Окончательная.
По подвижности объекта сборки:
1. подвижная с непрерывным перемещением,
2. подвижная с периодическим перемещением,
3. неподвижная (стационарная).
По организации производства:
1. Типовая, поточная с использованием транспортных средств.
2. Типовая, поточная без использования транспортных средств.
3. Групповая, поточная с использованием транспортных средств.
4. Групповая, поточная без использования транспортных средств.
5. Групповая, не поточная.
6. Единичная.
По механизации и автоматизации:
1. автоматическая,
2. автоматизированная,
3. механизированная,
4. ручная.По методу обеспечения точности сборки:
1. с полной взаимозаменяемостью,
2. селективная сборка,
3. с неполной взаимозаменяемостью,
4. с пригонкой,
5. с компенсационными механизмами,
6. с компенсационными материалами.
Отработка сборки на технологичность.
Сборочная единица и изделие в целом также как и детали отрабатываются для
повышения их технологичности. Конструкция сборочной единицы должна
удовлетворять требованиям изготовления, эксплуатации и ремонта наиболее
производительными и экономичными способами при заданных условиях
производства. Конструкция сборочной единицы отрабатываются на
технологичность комплексно, учитывая взаимозависимость производственной и
эксплуатационной технологичности:
- составных частей сборочной единицы;
- изделия, в которое данная сборочная единица входит как составная часть.
Общие требования к технологичности собираемого изделия.
1. Рациональное разбивка на сборочные единицы, что особенно важно в
условиях параллельной сборки узлов изделия.
2. Создание конструкции с наименьшим числом соединений, с короткими
размерными цепями.
3. Создание таких конструкторских баз, которые в процессе обработки
заготовок могут совпадать о измерительными и технологическими базами.
4. Максимальное применение стандартных и унифицированных деталей и
сборочных единиц и создание несложных конструкций оригинальных деталей.
5, Обеспечение возможности применения механизации и автоматизации
сборочных операций в серийном и массовом производстве.
6. Удобный доступ для контроля и регулировки при эксплуатации и для
разборки при ремонте.
7. Выбор наиболее рационального, для конкретных производственных условий
метода сборки, обеспечивающего точность сборки и наименьшую трудоемкость.
Схемы сборки.
Схема сборки - это графическое изображение всех деталей (Д) и сборочных
единиц (СЕ) входящих в собираемое изделие (ОС) в последовательности их
вхождения, т.е. в последовательности установки в изделие. Рассмотрим
пример.
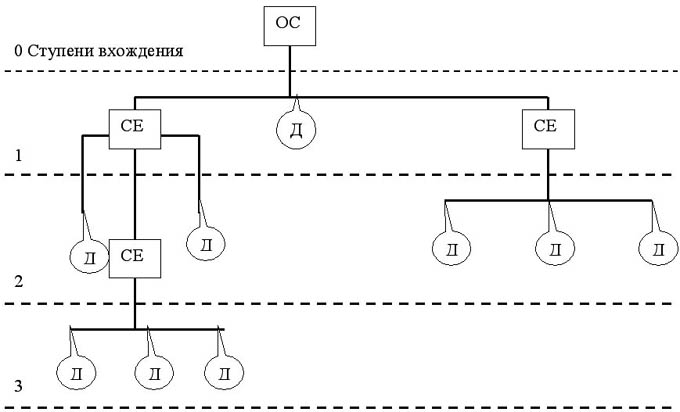
Схема сборки представлена для условного изделия с тремя ступенями
вхождения. Схема сборки может быть преобразована в технологическую схему
сборки. Для этого на схеме наносят технологическую информацию: обозначения
рабочих мест, штучное время, разряд работы и т.п.
Разработка маршрутной технологии.
В маршрутной технологии устанавливается последовательность сборочных и
контрольных операций. Маршрутной технологией сборки, в которой
перечисляются только операции в их последовательном порядке для всего
процесса сборки, можно ограничиться при индивидуальном и мелкосерийном
производстве.
Методы контроля и его оснащение разрабатываются в непосредственной связи
и одновременно с проектированием процесса сборки, когда составляются
технические задания на разработку специального инструмента, приспособлений
и установок для контроля.
Разработка операционной технологии.
В операционной технологии разрабатывается содержание каждой операции с
расчленением на переходы.
В качестве вспомогательного этапа, предшествующего разработке
операционной технологии, облегчающего и ускоряющего процесс рекомендуется
составление схемы сборки изделия. Схему сборки составляет разработчик -
конструктор.
Разработка группового технологического процесса.
Групповой технологический процесс, как и типовой технологический процесс,
является способом унификации технологических решений. Он позволяет
увеличить серийность сборочных операций и применять более
высокопроизводительное оборудование в мелкосерийном производстве.
Последовательность выполнения этапов работ по разработке технологического
процесса.
1. Отработка на технологичность.
2. Выбор вида технологического процесса.
3. Построение схемы сборки.
4. Установление методов сборки
5. Разработка маршрутной и операционной технологии.
6. Выбор оборудования.
7. Определение технологических режимов.
8. Выбор или конструирование оснастки.
9. Назначение технических условий на сборку.
10. Выбор методов и средств контроля.
11. Нормирование.
12. Определение способов транспортирования и тары.
13. Запись требований по технике безопасности и охраны окружающей среды.
14. Оформление технологического процесса.
Типовой технологический процесс сборки.
1. Комплектовочная операция. Подбирается детале-комплект по спецификации.
2. Расконсервационная. Все детали промываются в водно-щелочных растворах.
3. Сборочная. Для каждого изделия и в зависимости от типа производства
своя маршрутная и операционная технология.
4. Настройка, регулировка, испытания.
5. Контрольная.
6. Упаковочная.
Методы сборки.
Метод сборки определяется степенью взаимозаменяемости входящих в
сборочную единицу элементов. Степень взаимозаменяемости элементов
характеризуется геометрической точностью, входящих в сборку элементов.
Всего применяется 6 методов сборки. Разработчик (конструктор или
инженер-электрик), владеющий всеми методами сборки способен разработать
наиболее эффективную в производстве и эксплуатации изделие.
Сборка методом полной взаимозаменяемости.
Такая сборка является признаком наиболее высокой технологичности
конструкции. Процесс сборки сводится к соединению деталей без
дополнительной обработки. Упрощается организация сборочных потоков
(конвейеров) и легко решается проблема запасных деталей и узлов. Однако,
полная взаимозаменяемость требует высокой точности изготовления отдельных
деталей, что значительно повышает их себестоимость.
.jpg)
На рисунке представлена кривая нормального распределения, которая
характерна для оценки фактических размеров в пределах допуска.
Метод полной взаимозаменяемости означает, что любая деталь, изготовленная
в пределах допуска, удовлетворяет требованиям соединения одной детали с
другой, если
при  и при будет обеспечена необходимая посадка.
и при будет обеспечена необходимая посадка. Селективная сборка.
Сущность метода заключается в том, что детали изготовленные с
расширенными допусками, перед сборкой сортируются на группы по заранее
установленным градациям размеров. Сборку деталей производят только со
сборкой одноименных групп соединяемых деталей , т.е. только в тех
сочетаниях, которые обеспечивают заданную точность сборочного размера.
Такой метод также применяется, если выбор другого оборудования для
обеспечения требуемой точности экономически не эффективен по сравнению с
селективной сборкой.
Метод селективной сборки позволяет получать высокую точность сборочного
размера при наличии широких допусков на изготовление деталей, однако для
его осуществления требуется 100% контроль деталей по соединяемому параметру
перед сборкой.
.jpg)
На рисунке представлен вариант, когда все получаемые детали разбиваются
на три группы. На сборку детали поступают тремя группами. Как видно из
рисунка, точность сборки увеличилась во столько раз на сколько групп
разбили все получаемые детали.
Метод неполной взаимозаменяемости или теоретико-вероятностный метод
сборки.
Метод означает, что используется знание закона распределения фактических
размеров в пределах поля допуска.
.jpg)
Метод применяется, когда допуск на требуемый параметр меньше, чем
получается на оборудовании. Тогда разработчик может разрешить изготавливать
детали, но при этом часть деталей уйдет в брак. Таких деталей будет всего
0,27% от всего объема изготавливаемых деталей. Следует учесть, что брак
бывает исправимый и неисправимый. Метод требует 100% проверки деталей перед
сборкой.
Сборка с пригонкой.
Сборка с пригонкой означает, что требуемая точность собираемых деталей
достигается путем снятия слоя материала с заранее определенной
конструктором поверхности детали. Преимущество данного метода: обеспечивает
требуемую точность при неточном изготовлении и при большой накопленной
погрешности сборочной цепи. Метод применяется в серийном и мелкосерийном
типе производства. Недостатки: - необходимость введения доработки деталей
при сборке, т.е. замер размеров всех составляющих звеньев, снятие
требуемого слоя материала и контроль, в случае необходимости осуществляется
антикоррозионное покрытие обработанной поверхности; --прерывается
производственный цикл; - резко снижается производственная культура
(стружка и пыль летят в собираемые приборы).
Сборка с применением компенсационных звеньев.
Сущность метода заключается в том, что требуемая точность собираемого
изделия достигается путем изменения величины заранее установленного
компенсирующего звена (детали) без снятия с него слоя материала.
При этом методе применяют следующие способы: изменение положения одной из
деталей путем ее линейного перемещения или поворота, введение в соединение
(в размерную цепь) специальной детали, требуемого размера или с требуемыми
относительными поворотами ее поверхностей, так называемого неподвижного
компенсатора. Примеры таких решений - применение регулировочных винтов,
винтов с эксцентриситетом, шайб, кинематических устройств и т.п.
Метод позволяет применять детали в наиболее дешевым способом производства
и с широкими допусками, однако, при этом усложняется конструкция за счет
ввода дополнительных устройств.
Сборка с применением компенсационных материалов.
В качестве компенсационных материалов применяются: жесткая резина, мягкая
пластмасса и др. Одним из таких примеров является и шайба для свечей
двигателей внутреннего сгорания. Шайба состоит из двух тонких металлических
деталей, которые соединены сваркой и не должны затягиваться до
соприкосновения.
Методы обеспечения точности при сборке электронных схем.
Электрорадиоэлементы - резисторы, конденсаторы и др. - имеют погрешности
5, 10 и даже 50%. Это значительно больше, чем у механических деталей в
процентном отношении.
Сборка методом полной взаимозаменяемости практически не применяется, т.к.
недостичь требуемой точности и, соответственно, функционирования схемы.
Селективная сборка и сборка с неполной взаимозаменяемости реализуется на
предприятии следующим образом: разработчик направляет в лабораторию
входного контроля требование на проверку входящих ЭРЭ с указанием разброса
параметров при проверке, после разбраковки ЭРЭ поступают на сборку.
Сборка с пригонкой применяется в процессе лазерной подгонки резисторов и
др. ЭРЭ при производстве микроэлектроники. Также применяют ЭРЭ собственного
изготовления, например, резисторы.
Сборка с компенсационными устройствами наиболее широко применяется в
электронных схемах. Это различные подстроечные резисторы, конденсаторы и
др. ЭРЭ.