Технологическое обеспечение качества поверхности детали
Качество поверхности - это совокупность всех её служебных
свойств и, в первую очередь, износоустойчивости, коррозионной
стойкости, усталостной прочности, а также некоторых других
свойств. Качество поверхности оценивается двумя параметрами:
- физическими характеристиками;
- геометрическими характеристиками.
Физические характеристики - это микроструктура, микротвердость
и поверхностные напряжения на поверхности детали.
Физическая характеристика. Под влиянием механических и
тепловых воздействий поверхностный слой материала детали
приобретает свойства, существенно отличающиеся от
физико-механических свойств основной части материала. В
зависимости от условий обработки и степени воздействия тепла
глубина деформированного поверхностного слоя различна и
колеблется от нескольких микрон до нескольких сотен микрон
(после грубой обработки).
Причины измененных физических свойств.
1. При воздействии режущего инструмента на обрабатываемой
материал, его поверхностный слой подвергается пластической
деформации, сопровождающейся упрочнением и изменением некоторых
физических свойств, а именно: разрушением и вытягиванием
(переориентацией) кристаллических зерен металла; изменением
микроструктуры, в следствии деформации кристаллической решетки;
возникновением явлений наклепа.
2. Выделяющаяся в зоне резания теплота (при нагреве до ЮОО° С и
более) мгновенно нагревает также и поверхностные слои металла до
высоких температур. Быстрое охлаждение эмульсией, маслами и т.п.
СОЖ приводит к явлениям микрозакалки, т.е.к резкому местному
повышению твердости в поверхностном слое. Косой срез позволяет
определить глубину поверхностного слоя по твердости.
3. Оба эти явления влекут за собой появление остаточных
напряжений в поверхностном слое - растягивающих или сжимающих,
поскольку основные слои металла остаются в процессе резания
холодными. Поверхностные или остаточные напряжения всегда будут
сжимающими при обкатывании шарами и роликами и растягивающими
при шлифовании. Величина их достигает 50-100 кг/мм2.
Характеристика поверхностного слоя получается разной при разных
методах обработки. Различной она получается и для разных по
вязкости обрабатываемых материалов. Физические свойства
поверхностного слоя в большей степени влияют на эксплуатационную
характеристику данной поверхности.
Физически нарушенный поверхностный слой материала при
различных методах обработки составляет, примерно:
Точение черновое 60-120мкм.
Точение получистовое 20-50мкм.
Точение чистовое 20-30мкм.
Точение тонкое (алмазное) 5-10мкм.
Шлифование черновое 20мкм.
Шлифование чистовое 5-15мкм.
Развертывание 5-10мкм.
Фрезерование чистовое 20-50мкм.
Сверление и рассверливание 25-70мкм.
Физические характеристики в чертеже детали можно уточнить по
марке материала и приведенного стандарта на материал.
Конструктор имеет право уточнить требования и по физическим
характеристикам. Например указать требование на повышенную
твердость поверхностного слоя. (Калить HRC).
Геометрические характеристики.
Геометрические характеристики - это параметры отклонения
поверхности от идеальной, заданной. Поверхность может быть
неплоской, овальной, с огранкой и т.п. Поверхность можно в
увеличенном виде изобразить в виде волнистой линии.
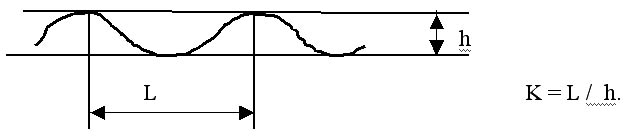
Геометрическая характеристика обработанной поверхности
определяется наличием:
1. Макронеровностей - погрешностей формы, причины появления
которых рассмотрены выше. К > 1000.
2. Волнистости - совокупности неровностей на поверхности,
которые образуются в связи с колебаниями или относительными
колебательными движениями (вибрациями) в системе
"станок-приспособление-инструмент-деталь", вследствие
недостаточной жесткости. К > 50.
3. Шероховатости - совокупности микронеровностей на
поверхности, которые образуются как результат того или иного
принятого метода обработки этой поверхности и создающей рельеф
поверхности. К < 50.
4. Субмикронеровностей - неровностей на впадинах и выступах
микронеровностей.
Все перечисленные отклонения от теоретической формы
поверхности должны укладываться в поле допуска.
На шероховатость поверхности утвержден стандарт ГОСТ 2789-73.
Он распространяется на шероховатость материалов обработанных
способами, обеспечивающими: Rа~ 0,08-100 мкм, Rz= 0,025 - 1600
мкм при шаге S = 0,002 - 12,5 мм. Требования шероховатости
должны быть обоснованы. Если требования отсутствуют -
шероховатость контролю не подлежит.
Требования не должны учитывать дефектов поверхности (раковины,
трещины и т.п.), которые должны оговариваться особо.
Устанавливается 6 параметров шероховатости поверхности.
1. Rа - среднее арифметическое отклонение профиля.
2. Rz - высота неровностей профиля по 10 точкам.
З. Rmax - наибольшая высота неровностей профиля.
4. Sn - средний шаг неровностей.
5. Sm - средний шаг неровностей по вершинам линии.
6.tp - относительная опорная длина профиля. Определяется на
заданном уровне сечения профиля.
Наиболее важной характеристикой являются Rа и Rz, измеряемые в
пределах базовой длины. Рекомендации по применению значений
шероховатости.
Rа Rz
- 320
- 20
1,6 -
0,025 -
- 0,1
- 0,05
При наибольших значениях шероховатостей рекомендуют применять
Rz, т.к. усилие передаваемое от одной к другой детали при
различных посадках будет зависеть от 10 наибольших выступов и
впадин. При средних значениях шероховатости в посадке, т.е. в
месте соприкосновения деталей, будут участвовать все
шероховатости. При самых небольших шероховатостей рекомендуется
вновь указывать Rz, т.к. каждая отдельная шероховатость может
существенно повлиять на посадку.
Стандартом регламентированы также возможные случаи направления
штрихов поверхностей - их характеристика, а также требования об
обработки резанием. Конструктор имеет право требовать то или
иное направление микронеровностей для поверхностей:
параллельные, перпендикулярные, перекрещивающиеся,
кругообразное, радиальное и т.п.
Обозначение шероховатостей:
.jpg)
- обозначение шероховатости вид обработки которой
конструктором не устанавливается;
.jpg)
- обозначение шероховатости образованной удалением слоя
материала (точение, шлифование и др.);
.jpg)
- обозначение шероховатости образованной без удаления
слояматериала ( литье, ковка и др.)
Обе характеристики качества поверхности - физические и
геометрические - в значительной степени влияют на
эксплуатационные свойства.
I. Износостойкости поверхностей деталей в значительной степени
способствует упрочнение поверхностного слоя - наклеп. Это
уменьшает смятие и истирание, препятствует развитию совместной
пластической деформации металлов трущихся деталей, вызывающих
"схватывание" (холодную сварку). Начальный износ при неправильно
выбранной шероховатости может достичь 65-75% высоты неровностей
шероховатости.
2. Точность сопряжения подвижных посадок и их стабильность так
же зависит от шероховатости поверхностей, что является
следствием рассмотренного выше. При неправильно выбранной
шероховатости дополнительный зазор за счет начального износа
может сразу перевести посадку в другой квалитет или в другую
посадку.
3. Прочность соединений при применении прессовых посадок
снижается при увеличенной высоте шероховатостей за счет смятия
неровностей.
4. Усталостная прочность при повышенной шероховатости
снижается. Однако, чем больше прочность материала тем в меньшей
степени сказывается шероховатость. Наклеп повышает усталостную
прочность (предел выносливости).
5. Антикоррозионная стойкость повышается с понижением
шероховатости, что объясняется механизмом разрушения.
Технологическое обеспечение качества поверхности зависит от:
- правильного выбора маршрута обработки детали;
- выбора оборудования по степени точности;
- расчета припусков;
- выбора оснастки ( приспособлений, мерительного, режущего и
вспомогательного инструмента;
- режимов обработки;
- соблюдения технологических режимов.